

البناء بالتّرسيب المنصهر (FDM) مُقابل المُجَسِّمَة (stereolithography (SLA)): شرح التّقنيات
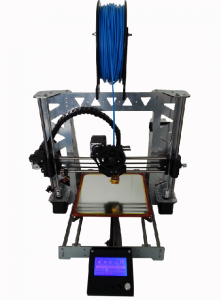
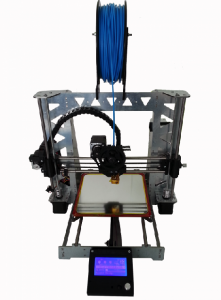
تعرف طابعة بروسا ستيل (prusa Steel) العاملة بتقنية FDM بجودة الطّباعة واعتماديتها (ملكية الصّورة: Prusa)
تسمى تقنية النمذجة بترسيب مصهور المادة اختصاراً بـ FDM. حيث يتم ترسيب المادة الخام (في هذه الحالة البلاستيك الحراري) على شكل طبقات متراصّة لتصميم المجسم المطبوع ثلاثياً. تُغذَّى فوهة الطارد السّاخنة أثناء عملية الطّباعة بأسلاك البلاستيك مما يؤدي إلى تذويب هذه الأسلاك بما يكفي لتمكين الرّأس القاذف من وضعها بدقة. يتم بناء الجسم عبر ترسيب الأسلاك المنصهرة على شكل طبقات فوق بعضها في المنطقة المخصصة للطباعة.
تتوفر خيارات واسعة من الطّابعات العاملة بتقنية الـ FDM تناسب جميع الميزانيات، ابتداءً من بضعة مئات من الدّولارات. وتعتبر بكرات الأسلاك المستخدمة رخيصة نسبياً (ابتداءً من ٢٥ دولار للكيلو الواحد). شكلت هذه العوامل سبباً رئيسياً في انتشار طابعات FDM بين كلٍ من الصّناّع والمستخدمين العاديين في المنازل.
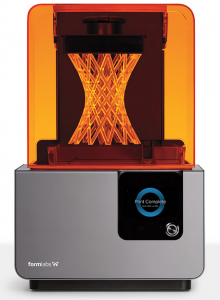
طوّرت Formlabs حديثاً طابعة (Form 2)، وتعمل هذه الطّابعة بنظام الـ SLA مستخدمةً الأشعة فوق البنفسجية في المعالجة (ملكية الصّورة: Formlabs)
يدل مصطلح SLA اختصاراً على ما يسمى بتقنية ستيريوليثغرافي. تعد SLA إحدى تقنيات التّصنيع بالإضافة، مثل الـ FDM، حيث تُستخدم في بناء مجسم ثلاثي الأبعاد طبقة تلو الأخرى. إلاّ أنّ SLA تستخدم بوليمير ضوئي قابل للمعالجة -غالباً راتينج سائل- يتم تصليبه بتطبيق أشعة ضوئية مركزة عليه أو أشعة ليزر فوق بنفسجية (تسمى هذه العملية بالمعالجة أو بالتّبلمر الضّوئي). تقوم الطّابعات العاملة بنظام SLA عادةً ببناء النّموذج عامودياً من الأعلى إلى الأسفل، حيث تقوم منصة الآلة برفع النّموذج للأعلى وإخراجه من الحوض الذي يحتوي على الراتنج.
يصدر الضّوء المستخدم إما عن أشعة ليزر أو جهاز اسقاط رقمي (وتسمى هذه التّقنية بالمعالجة الضّوئية الرّقمية – DLP). تقوم أشعة الليّزر برسم طبقات المادة؛ حيث يتم باستخدام تقنية DLP إسقاط طبقة كاملة (طبقة ثنائية الأبعاد) تمثل شريحة او مقطع من النّموذج دفعة واحدة فوق حوض الرّاتينج السّائل.
غير أن طابعات SLA التي تستخدم اللّيزر كمصدر للضّوء تكون أبطأ من طّابعات الـ DLP، وذلك نظراً لصغر سطح شعاع الليّزر المستخدم. وبالنّسبة لطابعات الـ DLP، تتصلّب كل طبقة من طبقات النّموذج بسرعة أكبر حالما يتم اسقاط الصّورة الكاملة لهذه الطّبقة فوق سطح الرّاتينج السّائل. إضافةً إلى هذا، تعتبر أجهزة الإسقاط المستخدمة في عملية المعالجة الضّوئية الرّقمية جديرة بالاعتماد وسهلة الصّيانة أكثر من أنظمة الليّزر المخصّصة؛ وذلك بسبب استخدامها لنفس التقنية المتّبعة من قبل أجهزة العرض السينمائية المنزلية والتّجارية على حدٍ سواء.
FDM مقابل SLA: مقارنة بينهما
FDM مقابل SLA: مقارنة الخامات والألوان
إجمالاً، تستخدم الطّابعات العاملة بتقنية الـ FDM كل من أسلاك PLA وأسلاك ABS. كذلك بعض الطّابعات تستطيع التعامل مع النّايلون وأصناف متنوعة من مركبات الـ PLA (الممزوج بالخشب، السّيراميك، المعدن، ألياف الكربون، وغيرها). كما تتوفر الأسلاك المستخدمة بعدّة ألوان.
يمكن لمعظم طابعات FDM استخدام بكرات أسلاك معيارية تتوفر بحجمين قياسين (بقطر يبلغ ١٫٧٥ أو١٫٨٥مليمتر) من مصادر متعددة. بينما تستخدم أعداد قليلة من الطّابعات (مثل طابعة Zortrax M200 أوTiko) أسلاك خاصة -إجمالاً، تُعد هذه الأسلاك مكلفة للغاية مقارنةً بالأسلاك القياسية، غير أنّها تعطي نتائج عالية الجودة.
في الجهة المقابلة يملك مستخدمي الطّابعات العاملة بنظام SLAعدداً محدوداً من الخيارات، حيث إنّ مادة الراتينج السّائلة مسجلة الملكية ولا يمكن تداولها بين الطّابعات المصنّعة من جهات مختلفة. كما أنّ خيارات الألوان محدودة: مثلاً، تقدم طابعات Formlabs سائل الرّاتينج باللّون الأسود، الأبيض، الرّمادي والّشفاف فقط. وبهذا يعتمد المستهلك في اختياره على المنتجات المزوّدة من قبل المصنع فقط.
FDM مقابل SLA: الدّقة والنّعومة

تنتج طابعات الـ SLA، مثل طابعة The Moonray، مجسمات عالية الدّقة، حيث تحصل على نماذج مزوّدة بتفاصيل معقدة لا تتوفر في النّماذج المطبوعة بتقنية الـ FDM (ملكية الصّورة: sprintray، المطوّرين الرّئيسين لطابعة Moonray)
بالنّسبة لطابعات FDM، يتعلق مستوى دقّة الطّباعة بحجم فوهة الطارد ودقّة حركته (ضمن مستوى المحورين السّيني X والصادي Y). وتتأثر دقّة الطّباعة ونعومة سطح النّماذج المطبوعة بالعديد من العوامل الأخرى، حيث تكون عادةً قوة الالتصاق بين الطّبقات أخف مما هي الحالة في تقنية الـ SLA، ومن الممكن أيضاً أن يعمل ثقل الطّبقات العليا على الضّغط على الطّبقات في الأسفل، ممّا قد يسبب مشاكل عديدة في الطّباعة مثل الالتفاف، اختلاف توازي الطّبقات، تبديل وزحزحة الطبّقات، وانكماش الجزء السّفلي. هذه العوامل تؤثر على كل من الدّقة والصّقل النّهائي لسطح النّموذج.
من ناحية أخرى، تنتج طابعات SLA مجسمات عالية الدّقة والوضوح، وتتمتع النّماذج المطبوعة بقدر أكبر من الاتقان مقارنةً بطابعات الـ FDM. ويعود هذا إلى كون درجة الدقّة متعلقة بشكل أساسي بحجم بقعة الضّوء المسلّطة سواء من أشعة اللّيزر أو جهاز الإسقاط -والذي يعتبر بالفعل صغيراً. علاوةً على ذلك، يتم أثناء الطّباعة تطبيق قوة قليلة نسبياً على المجسم المطبوع. بهذه الطريقة يتمتع السّطح النّهائي للمجسم بدرجة نعومة فائقة. وتمتاز المجسمات المطبوعة بتقنية الـ SLA بتفاصيل لا يمكن لطابعات FDM إنتاجها على الاطلاق.
في الواقع، تعتبر هذه التفاصيل الدّقيقة التي تنتجها طابعات SLA السّبب الرّئيسي الذي قد يدفع المستخدم للتفكير باقتناء طابعة تعمل بهذه التّقنية.
FDM مقابل SLA: التصاق/إزالة النّموذج بعد انتهاء الطّباعة
غالباً لا يعتبر التصاق الخامة على سطح الطّباعة بالأمر الشّائك عند استخدام طابعات FDM. حيث يمكن إزالة المجسمات المطبوعة بسهولة -عند التصاق المجسم بسطح الطّباعة، يمكن استخدام سكين مزج الألوان لتنفيذ المهمة.
أمّا بالنّسبة لطابعات SLA (مثل طابعات Form 1)، قد يكون من الصّعب إزالة النّموذج المطبوع من منصة الطّباعة وغالباً ما يترك سائل الرّاتينج كمية لابأس بها من البقايا على المنصة، الأمر الذي يضّطرك لاستخدام سكين المزج لإزالته -هذا يحتاج منك جهد أكثر مما قد تبذله عند الطّباعة بتقنية FDM.
لأجل هذا، ابتكرالمصنعون (مثل Carbon3D وWASP) أفكاراً جديدة: حيث تستخدم Carbon3D الأكسجين لخلق ما يسمى ب (المنطقة الميتة) حول نموذج الطّباعة (ويعمل الأكسجين على منع سائل الرّاتينج على سطح المجسم من التّصلّب)؛ بينما قامت WASP بتغير موقع جهاز الإسقاط من أسفل حوض الرّاتينج إلى أعلاه، زاعمةً أنّها استطاعت بذلك حل مشكلة التصاق الخامة على سطح الطّباعة. سنرى مستقبلاً فيما إذا كانت هذه الحلول فعّالة.
FDM مقابل SLA: الإجراءات المطلوبة ما بعد الطّباعة
بالنّسبة لطابعات FDM، يحتاج المستخدم لإزالة الدّعامات عند الانتهاء من الطّباعة (في حالة تضمّن النّموذج الكثير من النّتوءات) والتّخلص من البلاستيك الفائض إما باستخدام إصبعك أو بواسطة أداة تقطيع. تساعد الصنفرة على الحصول على أسطح أنعم.
بينما تُغطى النّماذج المطبوعة باستخدام طابعات SLA (مثل Form 1) بالرّاتينج اللّزج الذي لا يمكن إزالته إلا باستخدام حوض من الكحول الأيزو بروبيلي. ولهذا توجب عليك في حال استخدامك لطابعة Form 1 أن ترتدي قفازات مطاطية لحماية أصابعك من الكحول والرّاتينج. قد تقتضي الحاجة وجود الدّعامات أيضاً، وذلك اعتماداً على نوع النّموذج؛ يمكن إزالة الأجزاء الدّاعمة بنفس القدر من السّهولة التي تتمتّع بها طابعات FDM.
FDM مقابلSLA: تكاليف الطّباعة
بالنّسبة لطابعات FDM، تتوفر أسلاك الطّباعة بعدّة ألوان وحتّى ضمن تدرجات من اللّون نفسه (ملكية الصّورة: 3D Printshop.biz)
الأشياء الوحيدة المستهلكة في طابعات FDM هي بكرات الأسلاك. فكما ذكرنا سابقاً، تستخدم معظم طابعات FDM بكرات الأسلاك القياسيّة نفسها، تعرضت أسعار الأسلاك للتراجع في السّنوات الأخيرة الماضية. حيث يمكن شراء واحد كيلو غرام من نوع بسيط من الأسلاك مقابل ٢٥ دولار، بينما تكلّف الأسلاك المتخصصة مبلغاً أكبر.
أما بالنّسبة لطابعات SLA، لا يقتصر الأمر على الرّاتينج. في هذه الطّابعات، مثل سلسلة طابعات Form، يجب استبدال حوض الرّاتينج بعد استعمال حوالي ٢ إلى ٣ ليتر من السّائل في الطّباعة. ويعود هذا لسبب تعرض الحوض للتلطيخ من الدّاخل مع مرور الوقت مما يعطّل قدرة مصدر الضّوء على إسقاط صورة النّموذج بدقّة فوق سطح الرّاتينج. تبلغ تكلفة حوض الراتينج الواحد حوالي ٥٩ دولار. تزعم Formlabs أنّها أعادت تصميم نظام استخدام الرّاتينج وحسّنته في نسختها الجديدة من الطّابعات (Form 2) بما يعزز فترة حياة أطول للحوض. أحد التّجهيزات الأخرى التي يلزم استبدالها من فترة لأخرى هي منصة الطّباعة، والتي تتعرض للتّشوه عند قيام المستخدم بإزالة المجسم المطبوع؛ هذا وتبلغ تكلفة المنصة الواحدة حوالي ٩٩ دولار-غير أنّه لا يمكن تحديد عدد المرات التي تحتاج لتغيير المنصة.
سائل الرّاتينج أيضاً مكلف للغاية: حيث أنّ ليتر واحد من سائل الرّاتينج العادي لطابعات Form يكلّف حوالي ١٤٩ دولار. يعتقد مستخدمي Form 1 أنّ كل واحد ليتر من سائل الرّاتينج يعادل واحد كيلوغرام من الأسلاك المستخدمة في تقنية FDM.
FDM مقابل SLA: أي تقنية هي الأفضل للاستخدام؟
باختصار، عندما تكون الدّقة العالية والأسطح المصقولة بعناية هي أولويتك القصوى، بينما تُعتبر التّكلفة غير مهمة أو قليلة الأهمية في عملك الطّباعي، ننصحك باستخدام طابعات SLA، لكن استخدم طابعات FDM في حال كانت تكاليف الطّباعة نقطة حاسمة بالنّسبة لك.
متى تستخدم FDM؟
• التّصنيع السّريع للنّموذج
• نماذج منخفضة التّكلفة
• لإجراء التّجارب
• عندما لا تكون الدّقة والصّقل النّهائي للأسطّح أمراً جوهرياً.
متى تستخدم SLA؟
• عندما تكون التّفصيلات المعقدة والأسطح المصقولة بعناية كبيرة نقطة حاسمة في عملك الطّباعي
• عندما يكون من غير المهم تمتّع النّماذج المطبوعة بالقوّة والمتانة (حيث يمكن أن تتأثر النماذج المصنّعة من الرّاتينج إثر تعرضها لأشعة الشّمس لفترات مطوّلة)
• من أجل تصميم القوالب اللّازمة للصّب لتسهيل عملية الانتاج المتطابق لكميات كبيرة (مثل ما يقوم به صنّاع المجوهرات أو الألعاب مثلاً).
تمّت ترجمة هذه المادّة من موقع All3DP تحت تصريح كرييتف كومّونز 4 (Creative Commons 4.0)







أضف تعليق